



高山并联机器人口罩下料分拣方案
疫情下医疗设备相关行业都有较大幅度的增长,尤其以医疗耗材行业为主,口罩、护目镜、防护服等产品供不应求,分拣、包装等应用场景对工业机器人需求上涨。以口罩为例,目前主要通过专用口罩设备来生产,由于口罩材质柔软,不易实现自动化上下料搬运,后道包装环节往往是人工操作,严重制约了口罩厂产能。工业机器人在后道包装领域有较大的应用场景,目前许多口罩厂正在寻求后道包装端的自动化改造。高山自动化也推出了针对性自动化解决方案,利用工业机器人结合传送带跟踪及视觉识别技术,实现口罩自动化包装。
医疗用品包装因其柔性化特点,目前仍属于劳动密集型产业,且部分生产场景对卫生和安全有特定需求,不适合人工操作,未来机器人在该领域有较大的替换空间。目前包装线上多使用并联机器人来进行理料、分拣、入盒、装箱、贴条形码等操作,使用六轴机器人进行搬运码垛操作。本次疫情将提升行业对机器人的认知,并加速医疗行业机器换人的进程。具体方案如下:
口罩自动化生产线的主要工艺流程分为:耳带自动入料、超声波耳带熔接、无纺布边带入料及包边、超声波边带熔接、边带切断、成品输出、计数、堆叠、输送带装置送出。目前机器人在口罩生产中虽然有应用,但量还比较少。这从另外一个角度也表明,机器人在口罩生产中的应用还是有机会的。主要就是并联机器人在配合口罩自动化生产线的分拣堆垛工作。
-
配合设备
口罩成型机、口罩检测系统、口罩包装机、输送带
-
产品类型
一次性口罩:100-120个/分钟
N95口罩:20-30个/分钟
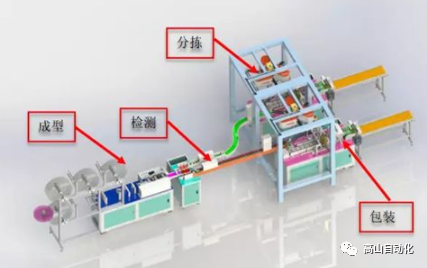
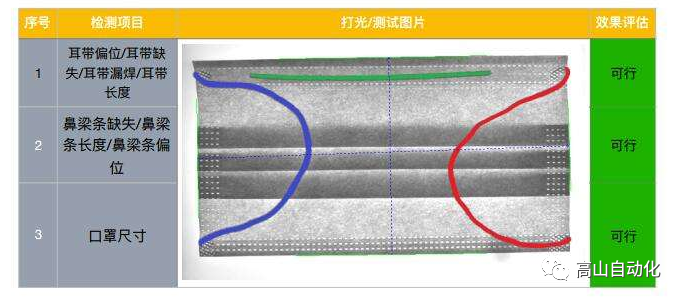
口罩成型之后再经过耳带AOI检测、成品AOI检测后,输送至机器人分拣区域,对于不合格产品,机器人自动进行剔除,(也可以将检测部分和分拣部分合为一个工作站中)对于合格产品,机器人抓取入枕包机等包装机进行单独包装,或者通过计数抓取进行装盒,相对于之前的人工包装,其抓取效率更高,检测标准严格且统一,而且环保卫生,避免了因人工接触而可能导致的二次污染,确保口罩的卫生等级。
现场基本技术条件:
|
使用温度 |
0℃~60℃ |
|
环境湿度 |
最大 95% |
|
电源电压 |
380V/220V±10% 50HZ±2% |
|
压缩气源 |
0.6~0.8Mpa |
|
安装基础 |
混凝土结构不低于300mm |
1、方案描述
<口罩分拣图片>
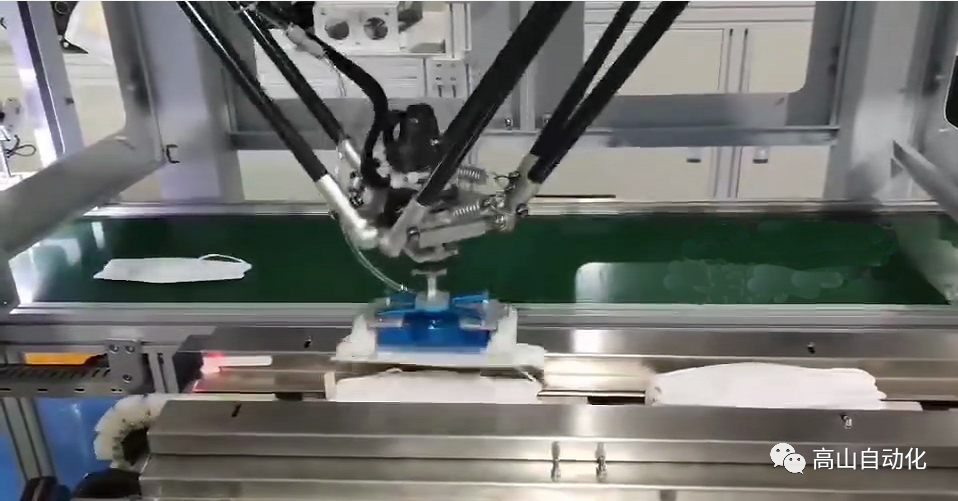
口罩成型之后通过输送线,输送至机器人分拣工作站中,通过机器视觉进行拍照检测可一次性检测口罩的耳带和口罩表面成型度,对于合格产品视觉引导抓取至输送线中固定位置,输送线直接输送至口罩包装机进行包装。对于判定不合格产品直接抓取到输送线外侧返修框中。
机器视觉集成在工作站中,可以进行视觉引导和视觉检测两项功能,上位系统可以使用安川MP控制器或PLC(可以根据各个厂家的要求进行选型)与机器视觉、高山并联机器人、输送线、口罩成型机进行通讯,集成到HMI上进行总控,包括起停、故障警报、计数等。
2、方案配置
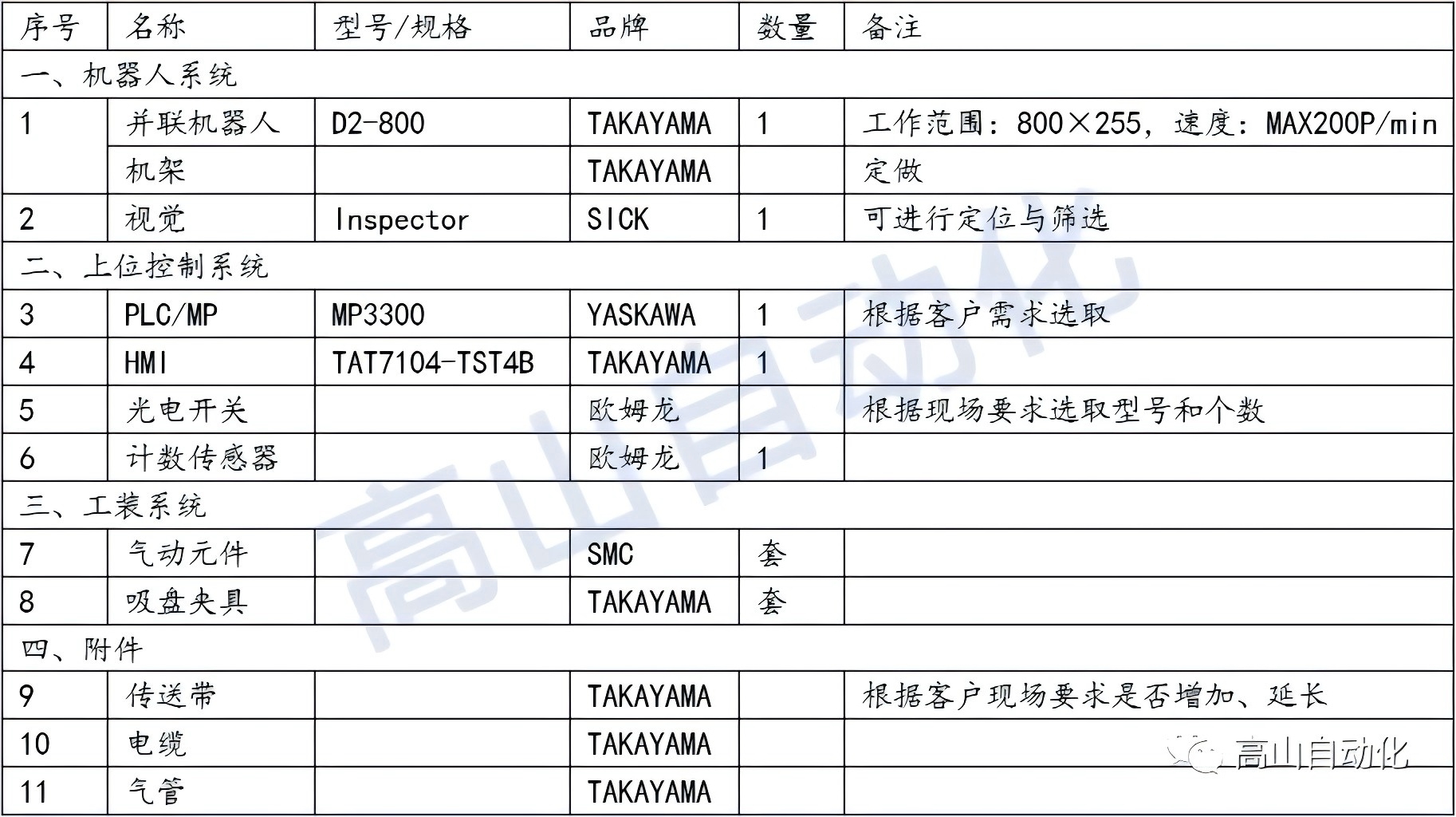
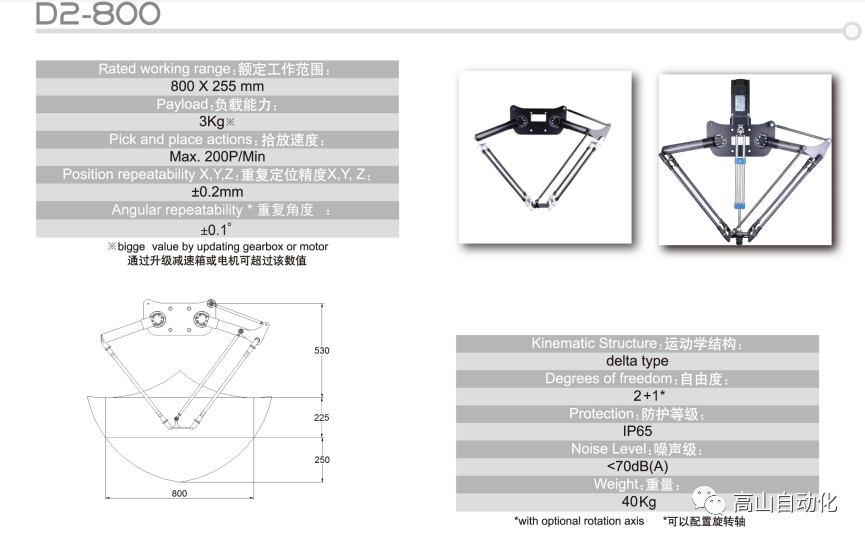
3、并联机器人
4、视觉系统

5、工装夹具
定做:真空吸盘式夹具
时效反应快,带防掉落报警。
-
可在输送线外端安装急停/暂停按钮,紧急情况下控制机器人的急停/暂停。
(需要输送线或甲方提供按钮,我方负责接入设置) -
人员进入限定区域机器人暂停功能,在输送线安装光电,接入机器人,可设置人员进入,机器人暂停/停止功能,门锁开启停止功能。
-
高山D2-800并联机器人最大节拍为200P/min,重复定位精度为±0.2mm
-
市面一次性医用口罩生产效率为100-120个/min
-
市面N95口罩生产效率为20个/min
-
完全可以满足生产要求。
如生产效率提高可以增加分拣工作站,一台口罩成型机配两台或三台工作站,实现一拖二或一拖三布局。


