激光切割机安川常见警报及排除方法
续上期我们介绍了激光切割机配置安川伺服装机调试指南,在调试过程中,可能会遇到故障报警情况,下面我们将汇总部分客户常见故障报警代码、警报名称及具体分析和处理方法建议。
报警代码 A.020 参数和效验异常
排除方法:
1.参数错误,一般是Pn20E和Pn210;总线型驱动器参数频繁写入;
2.对驱动器初始化,如仍旧报警,驱动器损坏,需更换驱动器。
报警代码 A.030 主回路检出部故障
排除方法:
1.驱动器故障,需更换驱动器;
2.误将驱动器Θ1、Θ2间的短接片拆下,请复位。
报警代码 A.040 参数设定异常
排除方法:重新输入参数,一般可能是Pn20E或Pn210输入错误。
报警代码 A.100 过电流
排除方法:
1.电机或驱动器故障,排除法确定后更换,一般驱动器损坏的情况较多。(此故障较为严重,排除电机故障、电缆短路、再生电阻等问题后,谨慎更换驱动器)
2.新电机驱动器刚上电出现的话,可能是电机动力线UVW和地之间有短路现象,先排查线缆。
报警代码 A.101 过电流
排除方法:一般是外部线路不良,请检查驱动器及电机配线。
报警代码 A.320 再生过载
排除方法:
1.确认参数Pn600及Pn603输入是否正确;
2.若Y轴警报,可能是两伺服不同步,请检查机械;(非总线电机,可以通过UN002监测转矩,来确定转矩是否平衡)
3.加大外置电阻容量并正确设定参数,电阻容量原则上不应大于电机功率;(电阻阻值在最小允许阻值上,不可降低)
4.伺服驱动器故障,需更换。
报警代码 A.400 过电压
排除方法:外部供电电压问题(电子变压器问题较多);设备加速度过大,SIGMAWIN+可以看到转速,转矩曲线。
报警代码 A.410 欠电压
排除方法:
1.断电后重新启动,如驱动器仍然报警,需更换;建议排查下外部供电电压是否有问题(安川使用电压最高240V,在您可以检测出240V电压时,供电尖峰电压已经远高于此电压);
2.新电机驱动器如果出现这各报警,有可能是供电电压低或者变压器功率太小;
3.大功率伺服使用电子变压器,客户现场电压不稳也会有可能出现欠电压警报;
4.外置再生电阻短路导致驱动器烧坏;
5.B2/B3间短接片取下且未在B1/B2间接再生电阻。
报警代码 A.710/720/910 过载
排除方法:
1.首先确认机械部是否被卡住;
2.电机动力线或编码器线不良,或者动力线相序错误,请检查线路;
3.Y轴警报时有可能是两轴不同步,请检查机械情况;
4.Z轴警报时一般请先确认动力线及制动线的通断情况,检查制动器是否正常(制动器状态判断方法:在保证机械部安全情况下,电机彻底断电后只给制动器线接通24V测试,通电可手动转动,断电则转不动,制动器正常);若偶尔报警 ,也可能是制动器控制时序的问题,检查制动器控制回路,需要确认制动器是通过系统或调高器控制还是通过驱动器的针脚+继电器控制的?根据不同的情况再做处理;(非总线伺服驱动器如果是通过驱动器的针脚+继电器控制,需检查参数PN50E及PN50F,同时检查继电器是否动作正常)
5.有可能是驱动器或者电机损坏,可以通过对调排查一下。(前期不要把报警的驱动器上的线插到正常驱动器上,可以先把正常驱动器的线缆插到报警的驱动器上看看情况。)
报警代码 A.7Ab 驱动器风扇故障
排除方法:彻底断电,最好等charge灯熄灭后,吹一下风扇部确认有无异物卡住,若依然报警请更换驱动器或风扇。
报警代码 A.840 编码器数据警报
排除方法:
1.电机安装不良,重新安装保证同心度;
2.电机编码器故障,更换电机。
报警代码 A.C90 编码器通讯故障
排除方法:
1.编码器线及插头接触不良或屏蔽线损坏,请检查线路;
2.驱动器或电机损坏,请对调排除。若线缆正常一般电机损坏可能比较大。
报警代码 A.F10 电源线缺相
排除方法:
1.Pn00B为0000而输入了单相电,变更Pn00B=0010(单相输入);
2.使用电子变压器后偶尔报警,主回路加装滤波器或者改用干式变压器;
3.输入的三相电压不平衡(即相与相之间有压差)。
电机异响
排除方法:
1.电机异响时,先确认参数Pn170为1400,若依然异响可适当降低Pn103数值(Pn103出厂值100);
2.若Z轴异响,除检查参数外也可能是制动器没有打开,请按上述A710/720警报第四条排查; 也有可能是动力线接触不良,请重新插拔动力插头并检查线路通断;
3.电机异响可能是安装的同心度不够(即电机轴、联轴器、丝杠是否在同心),这个需要排查机械安装精度。
静止时Z轴上下动
排除方法:
1.可能是干扰导致,在板卡到驱动器的控制线上加磁环;
2.如果上下抖动并伴随720或101警报,一般是动力插头 松动或动力线制动线不良,请检查相关插头及线缆情况;
3.控制系统输出方式选择错误(柏楚系统有两种输出选项:安川为代表的是一类;富士为代表的是另一类);
4.有可能是电机惯量太小,增大Pn103或者更换大一些功率的电机。
第一次上电出现电机乱动
排除方法:
1.检查各个轴的动力线和编码器是否一一对应,混插的情况会造成这个情况;
2.除去Z轴外,检查其他各轴参数PN000是否为位置控制。
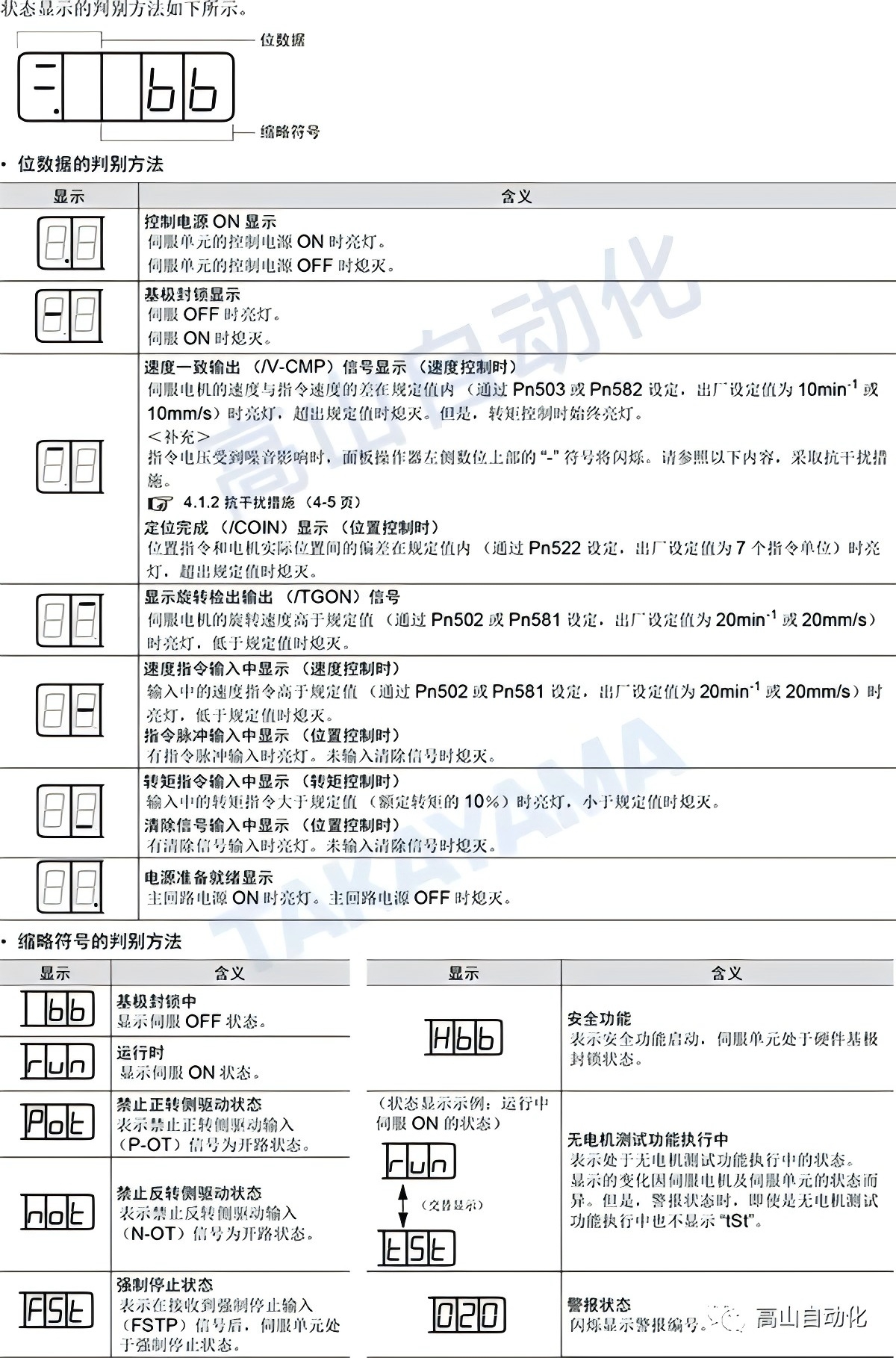
bb状态说明(附图*)
bb是伺服的一种未使能状态(伺服OFF),如果外部一直无法使能上(即驱动器面板显示bb,无法run),请按下图中确认控制电路与主电路得电后,则可能是右侧描述的几个原因::
1.CN1控制线不良,更换线缆;
2.驱动器CN1口损坏;
3.系统的控制端口或板卡损坏。