



激光切割机配置安川伺服装机调试
一、金属激光切割机使用的伺服系列
现在主要用到SGM7J和SGM7G系列,相关规格型号的识别及对应表如下:

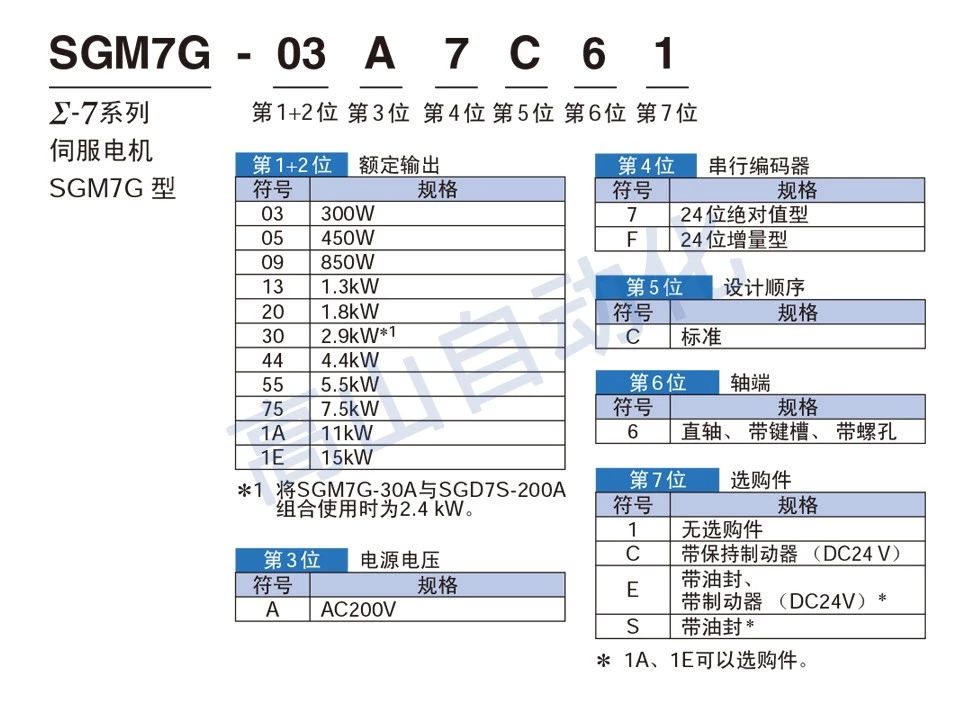
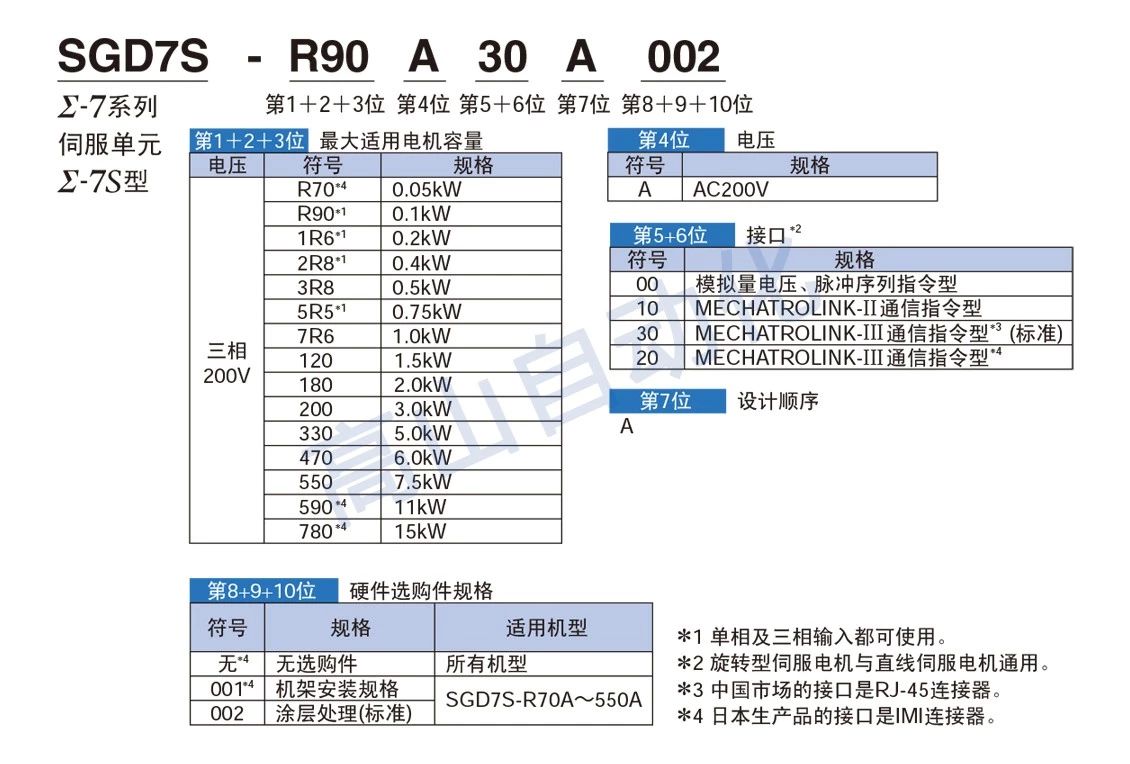
旋转型伺服电机与伺服单元的组合:

*1:配套Σ-7W伺服单元时,与配套Σ-7S相比,可能出现无法调高增益,性能降低等情况。
*2:与SGD7S-200A组合使用时为2.4KW。
*3:日本生产。
二、安川伺服的调试工作
1. 调试前的准备:
第一,确认电机安装正常,同时与客户确认机械安装是否大致正常;
第二,确认驱动器正常,同时确认动力电缆、编码器电缆连接是否正确。(一般情况下控制线缆由系统厂家提供,或者提供通讯定义);
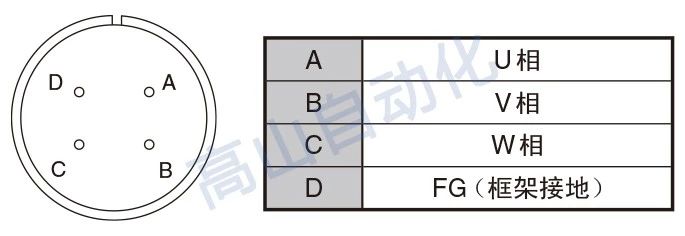
SGM7J系列的电机动力连接器接线规格:

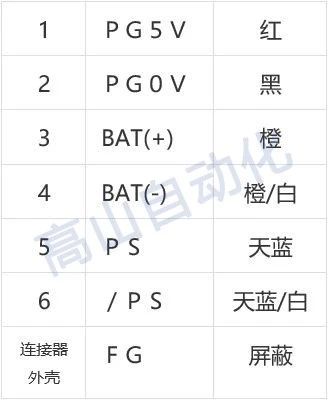
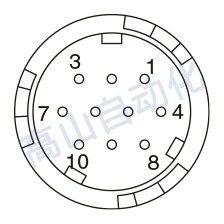
SGM7J系列的电机编码器连接器接线规格:
SGM7G系列的电机动力连接器接线规格:
SGM7G系列的电机编码器连接器接线规格:
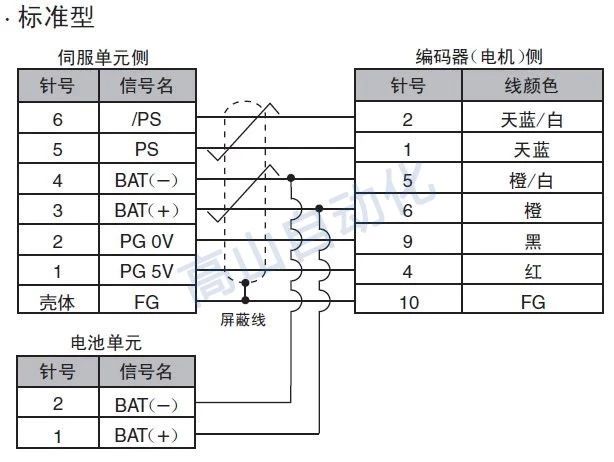
电机侧
驱动器侧

两端带连接器的电缆接线规格(增量型用)

两端带连接器的电缆接线规格(绝对值用:带电池单元)
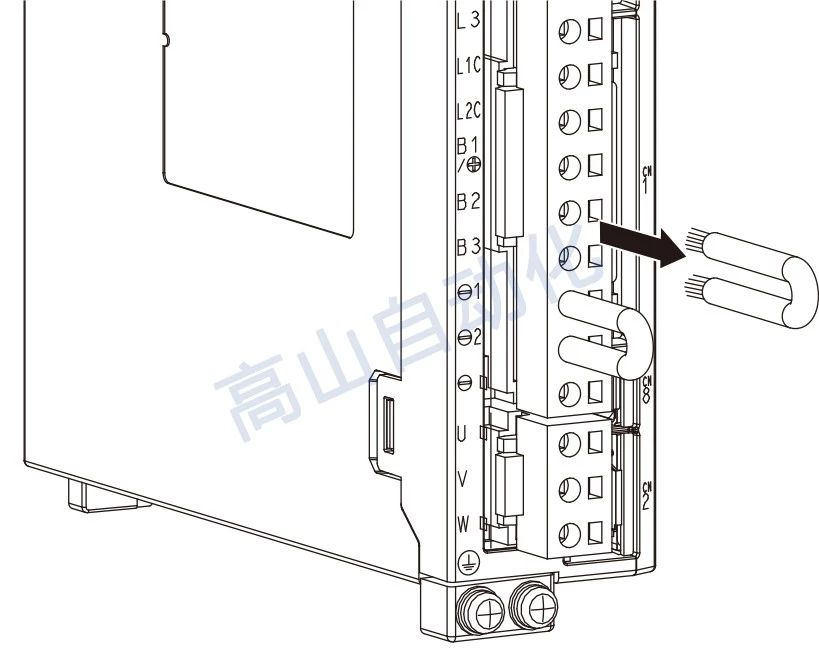
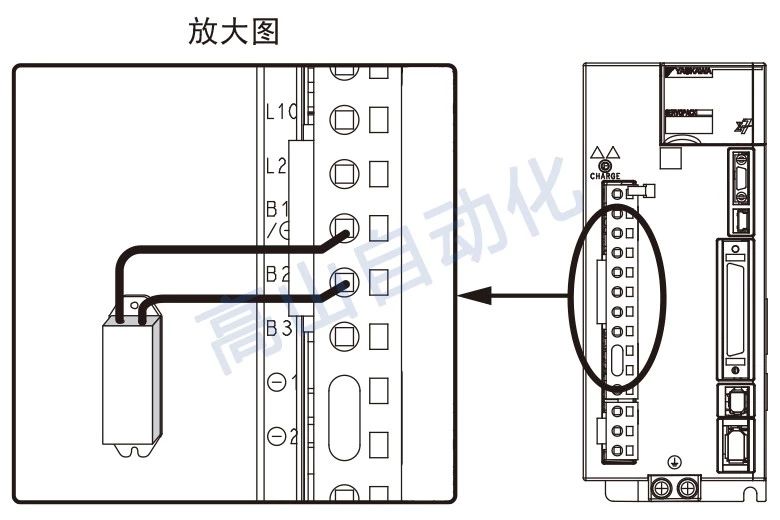
第三,外置再生电阻的连接方法:
若伺服驱动器B2-B3端子之间有导线,请拆下导线;
在驱动器B2-B3端子连接外置再生电阻;
相关参数设置在后面介绍。
2. 伺服驱动器的调试工作
(以驱动器按键调试为例,同时请与客户技术人员一起调试):
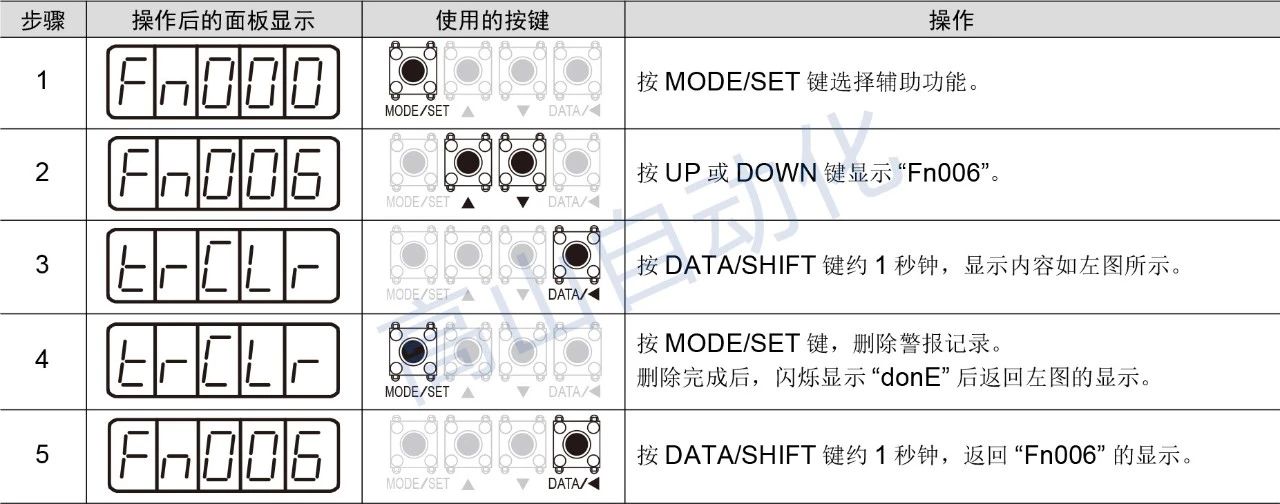
A. 确认伺服驱动器参数状态。若参数有修改,请恢复出厂设置(对参数设定值进行初始化Fn005,参数禁止写入功能Fn010)。

B. 核实电机旋转方向和控制模式(一般情况下是位置控制模式)。
C. 手动调整:将Pn170设置为1400。由于出厂情况下免调整功能处于开启状态,此时调整任何响应性参数,比如Pn100、Pn102、Pn401等都无效。
D. 调整前应当根据机械情况设定PN103(转动惯量比倍数),一般由机械设计软件计算(SOLIDWORKS等),也可以使用SiamaWin+软件进行推算(双驱的情况下无法用SiamaWin+软件进行推算)。
调整步骤示例(位置控制和速度控制时)
调整第1段第1转矩指令滤波器时间参数(Pn401)并设定为不发生震动。
在机械不发生振动的范围内尽可能地提高速度环增益(Pn100),同时减小速度环积分时间参数(Pn101)。
重复步骤1和2,将已经变更的值恢复10~20%。
位置控制时,在机械不发生振动的范围内提高位置环增益(Pn102)。
须要调整的参数如下:
通过设定下列伺服增益,可以调整伺服单元的响应特性。
Pn100:速度环增益
Pn101:速度环积分时间参数
Pn102:位置环增益
Pn401:第1段第1转矩指令滤波时间参数
补充说明:
在伺服增益中,如果改变一个参数,则其他参数也需要重新调整。请不要只对某一个参数进行较大的更改。请以5%左右作为大致标准,对各伺服增益作稍微调整。关于伺服参数的更改步骤,一般请遵守下述内容。
提高相应时
1 减小转矩指令滤波器时间参数
2 提高速度环增益
3 减小速度环积分时间参数
4 提高位置环增益降低响应时,防止振动和超调时
1 降低位置环增益
2 增大速度环积分时间参数
3 降低速度环增益
4 增大转矩滤波器时间参数
参数调整原则:
以不发生振动为原则尽量提高伺服响应性,并结合加工效果调整。例如提高Pn102后加工效果趋势变好可以继续提高,反之应当降低;
Pn102大致为1.5-1.7倍Pn100,但每个厂家情况不同,应该根据实际情况进行调整,机械一致性好,参数基本不需要调;
对于尖角、波浪纹等一般由机械振动、间隙等造成,调整参数也许有改变,但不能从根本上解决质的问题(须要在机械方面想办法)。
若初次使用的话,亦可按照以下参数调整(以柏楚系统为例):

如遇更多调试问题,欢迎您随时来电垂询

