



安川运动控制系统在间歇式印刷机上的应用
自从发明了活字印刷术以来,印刷技术经历了几千年的发展,已趋于成熟。但随着工业控制技术的不断发展,印刷机的控制技术也在不断的进步,越来越向数字化发展。而自动控制系统的使用使复杂的印刷工艺变得简单精确。

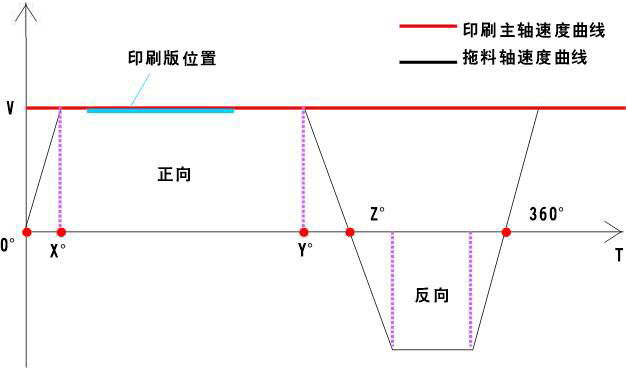
印刷轴与拖料轴之间的动作关系如上图所示。各印刷轴没有传动螺杆连接,各自进行独立运行,由于印刷模板长度的限制,不能进行满版印刷,印刷轴以一定速度单方向匀速运转,当印刷版开始接触纸张(图A)时,纸张与印刷轴线速度相等(图B),且方向相同,开始印刷。当印版印刷动作结束时(图C),即纸张与印刷版脱离运行时,纸张开始减速停止并反方向运行一段距离(图D)。当印版再一次与纸张接触开始印刷时,纸张保持与印刷滚筒线速度相同方向相同,这样在印版与纸张接触时始终保持印刷轴与纸张的同步关系,当印刷轴与纸张脱离时纸张作回退动作时,在整个动作过程中两拖料轴始终同进、同退保持同步。通过在印刷轴空版时纸张的回退,相邻的印刷图案可以精密地排列,节省了纸张,所以半轮转印刷在一些窄幅印刷机上应用很普遍。
电气原理
应用在这种印刷机上的电气系统,首先,由于采用无轴印刷,各印刷轴之间没有机械连接,所以得保证若干印刷轴之间高精度同步运转,从而保证多种色彩之间套色精准。其次,由于作间歇式印刷动作,两拖料轴不仅要同步运行,还要根据印刷主轴的位置作前进与回退动作,这就要求上位控制器拥有高速和复杂的运算能力。普通的PLC已经很难达到这样的要求,除此之外,要保证印刷机可以高速、高效率的工作,高响应性的电机也是必不可少的。
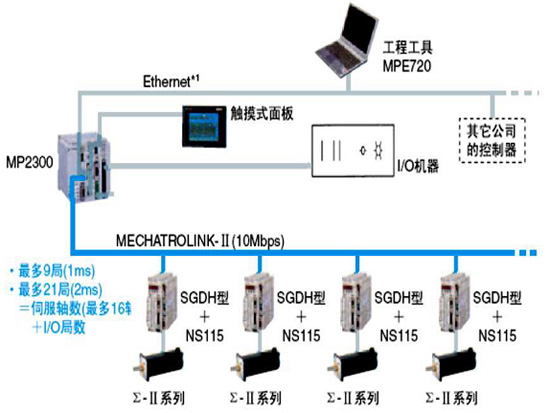
系统构成如上图所示。在该系统中作为上位机的安川MP2300运动控制器是一款集多种功能于一身的高速高性能控制器,最多可以控制48根轴,可以根据具体要求选用不同的控制模块以实现各种功能。可以进行定位、恒速进给、插补、扭矩控制和相位控制,还具有齐全的通信功能,具备RS232、RS485、RS422、Ethernet、DeviceNet、Profibus等通信协议。另外,还具备发脉冲和模拟量信号的功能。除此之外MP2300也可以接收外部编码器信号进行计数,对于要进行复杂运动的两拖料轴来说,安川高响应型的伺服电机完全可以满足要求,这款电机具有高响应频率.最高转速可以达到5000r/min。
在各电气设备的通信中,安川MP2300运动控制器采用MECHATROLINK-Ⅱ高速现场总线(通信速率为10Mbps)与各轴伺服电机进行通信。从而大大缩减了通信线路,实现了标准化的连接,同时也减小了受干扰的可能性。通过RS232/RS485连接的触摸屏作为人机界面,通过RS232/Ethernet等与上位机进行通信。整个系统的动作处理和逻辑运算都由MP2300运动控制器完成,程序的编制则通过MP2300编程软件MPE720在上位机中来完成的,编程语言为类似于PLC的梯形语言。除此之外,MP2300还具有文本语言程序编辑器—运动程序以及函数调用等功能,多种形式的编程语言可以大大方便复杂功能的实现。
解决方案
首先,为了各种颜色的印刷轴之间保持同步运行,在安川MP2300控制器中,使用了电子轴功能,实现无需机械传动轴的无轴同步运行。电子轴功能是安川MP2000系列控制器中一种带位置补偿的速度控制功能,安川著名的铅笔芯试验(两台伺服电机相对着作高速加减速运行,中间以0.5mm铅笔芯连接,在整个运行过程中保持铅笔芯不断裂)就是使用了电子轴功能。但是,在印刷过程中,由于纸张的伸缩性很大,印刷轴绝对的同步往往使印刷出的图案会有错位,传统的解决方式是进行机械微调套准,现在使用MP2300运动控制器的位置补偿功能,只需在上位机上输入补偿值,即可在各印刷轴之间进行套准作业,大大简化了操作,实现了智能化。
其次,由于印刷机采用间歇式印刷,所以两拖料轴作前进、后退和再前进动作,在此过程中,拖料轴不仅要在匀速印刷时与印刷模版同步运行,还要根据印刷主轴的位置作凸轮运转,在MP2300控制器中采用了电子凸轮功能,即根据印刷主轴的位置作任意规定轨迹的运行。
如下图所示,把印刷轴的一转设定为一个周期,即360°,在MP2300的程序编辑中,可以假定人为规定0-x度时拖料轴从0r/min加速到印刷主轴的运行速度,x-y度(具体长度根据印刷版的长度来设定),拖料轴拖动纸张与印刷轴同步印刷,y-z度减速停止,z-360度之间拖料轴回退一定距离,这样再进行下一个印刷周期。
由于两拖料轴都使用电子凸轮功能,而电子凸轮功能拥有专门的速度补偿参数,所以在前后拖料轴之间设定一定的速度补偿差值,就可以使两拖料轴之间的纸张始终处于涨紧状态,从而更好地保证印刷的效果。
另外,印刷机上的各种功能,都可以在MP2300运动控制器中完成。印刷前所需要的涨紧纸张和匀墨工艺,在以前都需要人工调整机械和匀墨电机完成,现在都可以由安川伺服电机完成,不需要单独设立匀墨电机和机械调整。在传统间歇式印刷机工作过程中收纸和放纸的速度由于纸张进给的往复性很难做到均匀,由于MP2300对收、放纸电机也进行了通信和控制,所以通过对控制器内部程序的编制,可以跟随印刷速度的变化做到均匀收、放纸,收放的纸卷质量大大提高,避免了机械机构的卡纸现象。
该系统要在高速下运行,尤其是拖料轴要完成高速、高精度往复运动,对上位机的处理能力、伺服电机的响应性和系统内部的通信速率都有很高的要求。选用的安川MP2300运动控制器、安川高响应伺服电机和MECHARTROLINK-Ⅱ现场总线都很好地满足了这些要求。
结束
使用了安川运动控制系统的无轴间歇式印刷机,相比于以前的有轴印刷机,不仅省去了机械传动部分和校准部分,实现了各印刷轴之间的独立控制运行,而且使间歇式印刷的精确度有了很大的提高。各种功能实现了集成化和智能化控制。对控制软件的编制和改进使原来复杂的操作工作变得简单易行,随着安川运动控制系统的不断升级与改进,相信其在印刷行业的应用将更加地广泛与深入。

